
Abstract 摘要
Ordered intermetallic alloys are renowned for their impressive mechanical, chemical, and physical properties, making them appealing for various fields. However, practical applications of them have long been severely hindered due to their severe brittleness and poor fabricability. It is difficult to fabricate such materials into components with complex geometries through traditional subtractive manufacturing methods. Here, we proposed a strategy to solve these long-standing issues through the additive manufacturing of chemically complex intermetallic alloy (CCIMA) based on laser powder bed fusion (LPBF). The developed CCIMA exhibits good printability, enabling a crack-free microstructure with a low porosity of 0.005%. More importantly, a good combination of high tensile strength (~1.6 GPa) and large uniform elongation (~35%) can be achieved, which has not been reported in the existing additive-manufactured alloys. Such properties are attributed to the structural and chemical features of highly ordered superlattice grain decorated with disordered interfacial nanolayer, as well as dynamic evolutions and interactions of multiple dislocation substructures. These findings could provide references for developing high-performance intermetallic alloys and accelerating their practical applications.
有序金属间化合物以其卓越的力学、化学和物理性能著称,在多个领域具有广阔应用前景。然而,其严重的脆性和不良加工性长期制约着实际应用。传统减材制造方法难以将此类材料加工成复杂几何构件。本文提出通过基于激光粉末床熔融(LPBF)的化学复杂金属间合金(CCIMA)增材制造技术解决这些长期难题。所开发的 CCIMA 具备优异打印性能,可实现孔隙率低至 0.005%的无裂纹微观结构。更重要的是,该材料同时具备约 1.6 GPa 的高抗拉强度和约 35%的均匀延伸率,这在现有增材制造合金中尚未见报道。其卓越性能源于两大特征:一是由无序界面纳米层修饰的高度有序超晶格晶粒结构,二是多重位错亚结构的动态演变与相互作用。 这些发现可为开发高性能金属间化合物合金并加速其实际应用提供参考。
Similar content being viewed by others
其他人也在看

Introduction 引言
Intermetallic alloys with ordered structures constitute a distinct category of materials that bridge the gap between ceramics and metallic alloys and provide copious advantages for advanced structural applications across various contemporary industries, such as aerospace, energy, automotive, etc.1,2. Unlike disordered alloys, the long-range ordering could generate strong chemical bonding between atoms, low atomic mobility, and unusual dislocation behaviors3,4. These features potentially endow intermetallic alloys with many attractive properties, such as anomalous yielding behavior, high work-hardening capability, and good chemical resistance, etc.3,4. However, despite these promising advantages, their large-scale applications are still significantly constrained due to the serious contradiction between strength and ductility, especially at ambient temperature5. For example, most bulk intermetallic alloys with high tensile strength over 1 GPa generally suffer from limited ductility, making them impossible to be reliably used in engineering fields6. Another critical bottleneck lies in their poor fabricability1. Usually, to achieve decent properties of the intermetallic alloys, complex processing methods involving vacuum melting and casting, repetitive rolling and heating have to be applied, which is not only time-consuming but also very costly. In particular, fabricating intermetallic components with intricate geometries and structures also poses significant challenges and difficulties when relying on these conventional subtractive manufacturing techniques.
具有有序结构的金属间化合物构成了一类独特的材料,填补了陶瓷与金属合金之间的空白,并在航空航天、能源、汽车等现代工业领域的先进结构应用中展现出显著优势。与无序合金不同,长程有序结构能在原子间形成强化学键合、降低原子迁移率并引发异常位错行为。这些特性使金属间化合物具备诸多优异性能,如反常屈服行为、高加工硬化能力和良好耐化学腐蚀性等。然而尽管存在这些优势,其大规模应用仍因强度与延展性间的严重矛盾(尤其在常温下)而受到极大限制。例如,大多数抗拉强度超过 1 吉帕斯卡的块体金属间化合物普遍存在延展性不足的问题,导致其无法可靠应用于工程领域。另一关键瓶颈在于其较差的加工成型性能。 通常,为了获得性能优异的金属间化合物合金,必须采用真空熔炼铸造、反复轧制和加热等复杂加工工艺,这不仅耗时且成本高昂。尤其当依赖传统减材制造技术时,制备具有复杂几何形状和结构的金属间化合物部件更会带来重大挑战与困难。
Remarkably, additive manufacturing (AM) or three-dimensional (3D) printing can flexibly design and fabricate components with customized complicated structures via a layer-by-layer way7,8, offering a promising strategy for the near-net-shape fabrication of intermetallic alloys. Despite many years of efforts, the printability and mechanical properties of intermetallic alloys have so far remained unsatisfactory, mainly stemming from the severe cracking caused by the high cooling rate of most AM processes9,10,11,12. For example, the Ni3Al-based IC-221M alloy fabricated by LPBF exhibited unavoidable solidification cracking, which is hard to be eliminated only through optimizing the printing parameters9. Hot isostatic pressing can potentially solve this problem by healing the cracks, which, however, inevitably requires quite complicated equipment with high costs and low efficiency. Meanwhile, regarding the material innovation, most existing studies are focused on the conventional intermetallic alloys with simple chemistries, such as the Ni3Al9,10, NiAl11, TiAl12, etc., making it very challenging to break through this long-standing issue.
值得注意的是,增材制造(AM)或三维(3D)打印技术能够通过逐层堆叠的方式 7,8 灵活设计和制造具有定制化复杂结构的部件,为金属间化合物的近净成形制造提供了新途径。尽管经过多年努力,金属间合金的可打印性和力学性能至今仍不尽如人意,这主要源于大多数增材制造工艺冷却速率过高引发的严重开裂问题 9,10,11,12 。例如,采用激光粉末床熔融(LPBF)技术制造的镍 3 铝基 IC-221M 合金存在不可避免的凝固裂纹,仅通过优化打印参数难以消除 9 。热等静压技术虽可通过愈合裂纹解决该问题,却不可避免地需要复杂昂贵且效率低下的设备。与此同时,在材料创新方面,现有研究多集中于化学成分简单的传统金属间合金体系(如镍 3 铝 9,10 、NiAl 11 、TiAl 12 等),使得突破这一长期难题面临巨大挑战。
To this end, in our present study, distinguishing from the conventional wisdom, we designed a L12-type CCIMA based on a multi-element Ni-Co-Si-Ti-Al-B system, which demonstrates good printability during the LPBF, maintaining crack-free with a low porosity. With just a single-step thermal stabilization treatment, the microstructural features composed of ordered grain and disordered nanolayer at grain boundary can be achieved. Consequently, the developed CCIMA enables superb strength-ductility synergy at ambient temperature, which has not been observed in the additively manufactured conventional intermetallic alloys until now.
为此,在本研究中我们突破传统思路,基于多元 Ni-Co-Si-Ti-Al-B 体系设计出 L1 2 型 CCIMA 材料。该材料在激光粉末床熔融(LPBF)过程中展现出优异的可打印性,保持无裂纹状态且孔隙率极低。仅需单步热稳定处理,即可在晶界处形成由有序晶粒与无序纳米层构成的微观结构特征。由此制备的 CCIMA 在室温下实现了卓越的强度-延展性协同效应,这一特性在增材制造的传统金属间化合物合金中迄今尚未观察到。
Results and Discussion 结果与讨论
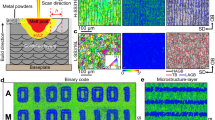
We first applied the LPBF to melt and deposit the pre-alloyed CCIMA (Ni58.48Co18.9Si11.6Ti6.6Al4.4B0.02, in atomic percentage (at. %)) powders. The schematic diagram of LPBF CCIMA is illustrated in Fig. 1a. Unlike most conventional intermetallic alloys with poor printability, the present CCIMA can be well manufactured using the LPBF technique. Besides the solid samples, the hollow samples with intricate lattice structures can also be precisely manufactured directly from the spherical pre-alloyed CCIMA powder (Fig. 1b). Nearly fully dense samples were well obtained when the laser scanning speeds varied from 600 to 1000 mm/s (Supplementary Fig. 1). Figure 1c further exhibits the micro-focus computed tomography (micro-CT) result of the sample fabricated at a laser scanning speed of 900 mm/s. The statistical distribution of pore size was provided in the Supplementary Fig. 2, showing an average pore diameter of 22.0 μm. Only a few pore defects with a low porosity of 0.005% were detected in the as-printed CCIMA. In particular, there are no micro-cracks as revealed by the micro-CT or optical microscopy results, which is different from conventional intermetallic alloys that usually suffer from serious cracking during the LPBF9,10,11,12. The mechanism of pore formation during LPBF conditions was further elucidated using multi-physics simulation (Supplementary Note 1). The powder bed model and parameters used in the computational fluid dynamics (CFD) simulations are presented in Supplementary Fig. 3 and Supplementary Table 1, respectively. As shown in the Supplementary Fig. 4a, b, noticeable pore defects are present within the melt tracks at a laser scanning speed of 500 mm/s. However, these defects are reduced when the laser scanning speed is increased to 900 mm/s, consistent with the experimental observations (Supplementary Fig. 1). The complete pore formation process in LPBF CCIMA is detailed in Supplementary Fig. 4c–g. The reduction in pore defects at higher laser scanning speed can be attributed to the enhanced stability of keyhole and melt flow, as demonstrated in the Supplementary movies. Besides the low porosity, we also printed some standard features such as holes and rods with different sizes to illustrate the dimensional accuracy of the as-printed CCIMA. As presented in Supplementary Fig. 5 and Supplementary Tables 2 and 3, the as-printed holes and rods show high dimensional accuracy with very small experimental errors, indicating a high printability of the CCIMA. Based on the simulation results and experimental validations, the processing window (laser power and scanning speed) that eliminates pore formation process was determined, thereby improving the geometric quality of melt tracks.
我们首次采用激光粉末床熔融技术(LPBF)熔化并沉积预合金 CCIMA 粉末(成分为 Ni 58.48 Co 18.9 Si 11.6 Ti 6.6 Al 4.4 B 0.02 ,原子百分比)。图 1a 展示了 LPBF 制备 CCIMA 的示意图。与大多数可打印性差的传统金属间化合物不同,本研究的 CCIMA 可通过 LPBF 技术实现良好制造。除实体样品外,还能直接利用球形预合金 CCIMA 粉末精确制造具有复杂晶格结构的中空样品(图 1b)。当激光扫描速度在 600 至 1000 mm/s 区间时(补充图 1),成功制备出接近全致密的样品。图 1c 进一步展示了 900 mm/s 扫描速度下制备样品的显微计算机断层扫描(micro-CT)结果。补充图 2 提供了孔隙尺寸统计分布,显示平均孔径为 22.0 微米。打印态 CCIMA 中仅检测到少量孔隙缺陷,孔隙率低至 0.005%。 特别是,通过微 CT 或光学显微镜结果显示没有微裂纹,这与传统的金属间合金不同,后者在 LPBF 过程中通常会出现严重的裂纹(参考文献 9,10,11,12 )。通过多物理场模拟(Supplementary Note 1),进一步阐明了 LPBF 条件下孔隙形成的机制。在补充图 3 和补充表 1 中分别展示了计算流体动力学(CFD)模拟中使用的粉末床模型和参数。如补充图 4a 和 b 所示,在激光扫描速度为 500 mm/s 时,熔道内存在明显的孔隙缺陷;然而,当激光扫描速度增加到 900 mm/s 时,这些缺陷减少,与实验观察一致(补充图 1)。在补充图 4c–g 中详细描述了 LPBF CCIMA 中完整的孔隙形成过程。在较高激光扫描速度下孔隙缺陷的减少可归因于小孔和熔体流动稳定性的增强,如补充视频所示。 除低孔隙率外,我们还打印了不同尺寸的标准特征结构(如孔洞和棒材)以展示打印态 CCIMA 的尺寸精度。如补充图 5 及补充表 2、3 所示,打印成型的孔洞和棒材显示出极高的尺寸精度,实验误差极小,表明 CCIMA 具备优异的可打印性。根据模拟结果和实验验证,我们确定了消除孔隙形成的工艺参数窗口(激光功率与扫描速度),从而提升了熔道几何质量。
图 1:CCIMA 的可打印性与拉伸性能

a Schematic diagram showing the manufacturing of CCIMA by the LPBF technique, the red color in molten pool representing the high-temperature region. b The solid samples and hollow samples with intricate lattice structures illustrating the good fabricability of the CCIMA. c The pore defect distribution of the as-printed CCIMA measured by the micro-CT, the color bar corresponding to the volume of the pores. d Engineering tensile stress-strain curves of the as-printed and thermal-stabilized CCIMA samples. e Comparison of ultimate tensile strength versus uniform elongation of the present CCIMA with conventional intermetallic alloys fabricated by various AM techniques, including LPBF, arc-based AM, electron beam powder bed fusion (EPBF), laser metal deposition (LMD), the grey dash line representing the performance boundary between conventional intermetallic alloys and CCIMA.
a 激光粉末床熔融技术制备 CCIMA 的示意图,熔池红色区域代表高温区。b 实体样品与具有复杂晶格结构的镂空样品,展示 CCIMA 良好的可加工性。c 通过显微 CT 测量的打印态 CCIMA 孔隙缺陷分布,色标对应孔隙体积。d 打印态与热稳定处理 CCIMA 样品的工程拉伸应力-应变曲线。e 本研究中 CCIMA 与传统金属间化合物的极限抗拉强度-均匀延伸率对比,包含激光粉末床熔融(LPBF)、电弧增材制造、电子束粉末床熔融(EPBF)、激光金属沉积(LMD)等多种增材制造技术,灰色虚线表示传统金属间化合物与 CCIMA 的性能分界线。
Then, the as-printed CCIMAs are subjected to a single-step thermal stabilization treatment (1000 °C/2 h). The engineering tensile stress-strain curves of both as-printed and thermal-stabilized CCIMAs are provided in Fig. 1d. The thermal-stabilized CCIMA exhibits a high tensile strength, reaching up to 1620 ± 30 MPa, and concurrently preserves a large uniform elongation of 35 ± 3% (Fig. 1d). The fracture surface was first characterized by scanning electron microscopy (SEM). No grain-boundary dissociation can be identified on the overall fracture surface. (Supplementary Fig. 6a). Meanwhile, numerous micro-dimples are spread across the fracture surface (Supplementary Fig. 6b), indicating an intrinsic ductile feature of this alloy. The strength-ductility synergy of our CCIMA is superior to these conventional intermetallic alloys fabricated by various AM methods (including Ni3Al9,13,14, Fe3Al15, TiAl16,17,18, and Ti2AlNb19) (Fig. 1e), as well as other types of state-of-the-art alloys, such as Ni-based superalloys20,21,22, steels23, and Ti alloys24,25,26, and high-entropy alloys (face-centered cubic (FCC) HEAs27,28, eutectic HEAs29,30, L12-hardened HEAs31,32, ceramic-hardened HEAs33,34,35) (Supplementary Fig. 7).
随后,对打印态 CCIMA 进行单步热稳定处理(1000°C/2 小时)。图 1d 展示了打印态与热稳定态 CCIMA 的工程拉伸应力-应变曲线。经热稳定处理的 CCIMA 展现出高达 1620±30 MPa 的拉伸强度,同时保持 35±3%的大均匀延伸率(图 1d)。通过扫描电子显微镜(SEM)对断口形貌进行表征,整个断裂面未观察到晶界解离现象(补充图 6a)。同时,断裂表面分布着大量微孔洞(补充图 6b),表明该合金具有本征延展性。本 CCIMA 的强度-延展性协同效应优于多种增材制造技术制备的传统金属间化合物合金(包括 Ni 3 Al 9,13,14 、Fe 3 Al 15 、TiAl 16,17,18 及 Ti 2 AlNb 19 )(图 图 1e)以及其他类型的最先进合金,如镍基超合金 20,21,22 、钢 23 、钛合金 24,25,26 和高熵合金(面心立方(FCC)高熵合金 27,28 、共晶高熵合金 29,30 、L1 2 强化高熵合金 31,32 、陶瓷强化高熵合金 33,34,35 )(补充图 7)。
To unveil the intrinsic origins of such a high strength-ductility combination of the LPBF CCIMA, we carefully examined the microstructural features ranging from microscopic to atomic scales. As illustrated in Fig. 2a, the X-ray diffraction (XRD) spectrum with obvious superlattice peaks confirms the formation of a highly ordered L12-type crystal structure of the thermal-stabilized CCIMA without detecting any other detrimental phases. The electron backscatter diffraction (EBSD) inverse pole figure (IPF) map in Fig. 2b shows the random grain distribution with a maximum texture index of 2.56, as revealed by the pole figure in Supplementary Fig. 8a. The grain size distribution is shown in Supplementary Fig. 8b, revealing an average grain size of 17.7 μm. The back scattered electron (BSE) image together with the energy disperse spectroscopy (EDS) maps demonstrate fully equiaxed grains with homogeneous elemental distributions (Supplementary Fig. 8c–h). The overall chemical composition of the thermal-stabilized CCIMA measured by SEM-EDS is Ni58.1Co19.5Si11.5Ti6.6Al4.3 (at. %), showing a very small chemical change compared with the pre-alloyed powder. The transmission electron microscopy-bright field (TEM-BF) image (Fig. 2c) further illustrates that the dendritic microstructure consisting of brittle G phase36 existed in the as-printed CCIMA was effectively eliminated after the simple thermal treatment (Supplementary Note 2, Supplementary Fig. 9 and Fig. 10). The obvious superlattice spots in the selected area electron diffraction (SAED) pattern (inset in Fig. 2c) indicate a highly ordered structure of the grains. The elements (Ni, Co, Si, Ti, Al, B) inside the grain interior were quantitatively analyzed using three-dimensional atom probe tomography (3D-APT), revealing homogeneous compositional distributions without undesired elemental clustering or precipitation in an atomic scale (Fig. 2d, e). The detailed composition for each element obtained by the 3D-APT is provided in Supplementary Table 4. We further conducted the aberration corrected-scanning TEM (AC-STEM) under the high-angle annular dark-field (HAADF) image mode together with atomic-resolution EDS to probe the spatial site-occupancy behavior of each element within the ordered L12 structure (Fig. 2f). Atoms Ni and Co mainly occupy the faced centers (A-type sublattice) of the L12 unit cell, while the vertices (B-type sublattice) are occupied by the atoms Si, Ti, and Al. Thus, based on these, the ordered L12 structure here can be finally identified as the (Ni, Co)3(Si, Ti, Al)-type chemically complex ordered superlattice structure.
为揭示 LPBF CCIMA 兼具高强度与高塑性的内在机制,我们系统考察了其从微观到原子尺度的结构特征。如图 2a 所示,X 射线衍射(XRD)谱中明显的超晶格峰证实了热稳定 CCIMA 形成高度有序的 L1 2 型晶体结构,未检测到任何有害相。图 2b 的电子背散射衍射(EBSD)反极图显示随机晶粒分布(最大织构指数为 2.56),该结果与补充图 8a 的极图一致。补充图 8b 展示的晶粒尺寸分布表明平均晶粒尺寸为 17.7 微米。背散射电子(BSE)图像与能谱分析(EDS)图谱共同显示完全等轴化的晶粒及均匀元素分布(补充图 8c-h)。通过 SEM-EDS 测得热稳定 CCIMA 的总体化学成分为 Ni 58.1 Co 19.5 Si 11.5 Ti 6.6 Al 4.3 (原子百分比),与预合金粉末相比仅存在极微小的成分变化。 透射电子显微镜明场像(TEM-BF)(图 2c)进一步表明,经简单热处理后,原始打印态 CCIMA 中由脆性 G 相 36 组成的枝晶微结构被有效消除(补充说明 2、附图 9 和图 10)。选区电子衍射(SAED)图谱(图 2c 插图)中明显的超晶格斑点表明晶粒具有高度有序结构。利用三维原子探针断层扫描(3D-APT)对晶粒内部元素(Ni、Co、Si、Ti、Al、B)进行定量分析,揭示出原子尺度上均匀的成分分布,不存在有害的元素偏聚或析出(图 2d,e)。通过 3D-APT 获取的各元素详细成分数据见补充表 4。我们进一步采用高角度环形暗场(HAADF)模式下的像差校正扫描透射电子显微镜(AC-STEM)结合原子分辨率 EDS 技术,探测了有序 L1 2 结构中各元素的空间占位行为(图 2f)。 镍原子和钴原子主要占据 L1₂ 2 晶胞的面心位置(A 型亚晶格),而顶点位置(B 型亚晶格)由硅原子、钛原子和铝原子占据。因此,基于此可最终判定该有序 L1₂ 2 结构为镍钴—硅钛铝型 3 化学复杂有序超晶格结构。
图 2:热稳定化处理 CCIMA 从微观到原子尺度的微观结构特征。

a XRD spectrum illustrating an ordered L12-type crystal structure. b EBSD-IPF map showing the fine grain morphology perpendicular to the building direction (BD), the color representing the crystal orientation. c TEM bright-field image showing the homogenous grain structure, the inset of (c) showing the diffraction pattern of the grain along [001] crystal zone axis, the superlattice diffraction spots highlighted by the yellow circles in the SAED pattern illustrating a highly ordered L12 structure of the grain interior. d 3D-APT results showing the homogeneous elements distribution within the grain interior. e One-dimensional concentration profile showing the element distributions across the 3D-APT tip, the error bar representing the standard deviation of atomic fraction of each element. f Atomic EDS maps taken from the ordered grain interior along the [001] crystal zone axis, showing the spatial occupations of each element.
a XRD 图谱显示了有序 L1 2 型晶体结构。 b EBSD-IPF 图显示垂直于构建方向(BD)的细晶粒形貌,颜色代表晶体取向。 c TEM 明场像展示均匀的晶粒结构,(c)中的插图显示沿[001]晶带轴的电子衍射花样,SAED 图中黄色圆圈标记的超晶格衍射斑点证实晶粒内部存在高度有序的 L1 2 结构。 d 3D-APT 结果展示晶粒内部均匀的元素分布。 e 一维浓度分布图呈现 3D-APT 针尖截面的元素分布,误差棒代表各元素原子分数的标准偏差。 f 沿[001]晶带轴拍摄的有序晶粒内部原子级 EDS 面分布图,展示各元素的空间占位情况。
The grain boundaries of intermetallic alloys usually suffer from serious embrittlement during tensile deformation, leading to easy cracking and intergranular fractures with poor ductility37. An interesting but critical question is what is the intrinsic reason for the large uniform elongation in the present CCIMA especially under such a high-strength level? For this purpose, we carefully examined the structural and compositional features along the grain boundaries. As illustrated in the 3D-APT results (Fig. 3a), a distinct nanolayer can be clearly identified near the grain boundary, which is strongly rich in elements Co and B, but depleted in elements Ni, Si, Ti, and Al. The one-dimensional compositional profile provided in Fig. 3b quantitatively gives the compositional variations across this nanolayer. We found that the concentration of elements Co and B gradually increased from the grain interior to the grain boundary, while other elements showed the opposite trend. The maximum concentration of the element Co inside the nanolayer can reach ~50.64 ± 1.23 at. %, which is much higher than that in the grain interior (~18.95 ± 2.04 at. %). We also observed a pronounced B segregation (up to 0.85 ± 0.22 at. %) in the nanolayer, much higher than that inside the grain (around 0.02 ± 0.01 at. %). The atomic structure of this nanolayer was further characterized by the AC-STEM technique. As presented in Fig. 3c, a distinctive interfacial nanolayer can be observed near the grain boundary, which was identified as a disordered FCC solid-solution structure (γ phase) based on the corresponding Fast Fourier Transform (FFT) image (Fig. 3c). Meanwhile, this disordered interfacial nanolayer (DINL) is highly coherent with the adjacent ordered L12 grain. The thickness of DINL is about 5 nm based on the 3D-APT (Fig. 3b) and atomic-resolution STEM-HAADF images (Fig. 3c). The volume fraction of the DINL can be estimated by the equation of fDINL = 1–(1–t/d)3, where t is the thickness of DINL, d is the average grain size (17.7 μm)38. Thus, the volume fraction of DINL is calculated to be 0.08%. These distinctive structural and chemical characteristics along the grain boundaries, i.e., the DINL and co-segregation of B and Co atoms, are vital for overcoming the strength-ductility trade-off that is typically encountered in traditional intermetallic alloys.
金属间合金的晶界通常在拉伸变形过程中遭受严重脆化,导致易于开裂和晶间断裂,延展性差 37 。一个有趣但关键的问题是,在当前 CCIMA 中,特别是在如此高强度水平下,大均匀延伸的内在原因是什么?为此,我们仔细研究了沿晶界的结构和成分特征。如 3D-APT 结果所示(图 3a),在晶界附近可清晰识别出一个明显的纳米层,该层富含 Co 和 B 元素,但贫于 Ni、Si、Ti 和 Al 元素。图 3b 中提供的一维成分剖面定量地给出了该纳米层上的成分变化。我们发现 Co 和 B 元素的浓度从晶粒内部向晶界逐渐增加,而其他元素则呈现相反趋势。纳米层内 Co 元素的最大浓度可达~50.64 ± 1.23 at.%,远高于晶粒内部的浓度(~18.95 ± 2.04 at.%)。 我们还观察到纳米层中存在显著的硼偏析现象(最高达 0.85±0.22 at.%),远高于晶粒内部含量(约 0.02±0.01 at.%)。通过 AC-STEM 技术进一步表征该纳米层的原子结构。如图 3c 所示,晶界附近可见明显的界面纳米层,根据对应快速傅里叶变换(FFT)图像(图 3c)确认为无序 FCC 固溶体结构(γ相)。该无序界面纳米层(DINL)与相邻有序 L1 2 晶粒高度共格。基于 3D-APT(图 3b)和原子分辨率 STEM-HAADF 图像(图 3c)测得 DINL 厚度约 5 纳米。其体积分数可通过公式 f DINL =1–(1–t/d) 3 估算,其中 t 代表 DINL 厚度,d 为平均晶粒尺寸(17.7μm) 38 。 因此,DINL 的体积分数被计算为 0.08%。这些沿晶界分布的特殊结构和化学特征——即 DINL 与硼钴原子的共偏聚现象——对于克服传统金属间化合物中常见的强度-塑性权衡难题至关重要。
图 3:DINL 与有序晶粒内部的化学及原子结构。

a 3D-APT maps showing the distribution of each element near the grain boundary. Elements Co and B co-segregated to the DINL, while Ni, Si, Ti, and Al depleted accordingly. b One-dimensional compositional profile revealing the elemental distributions across the grain interior and DINL, the error bar representing the standard deviation of atomic fraction of each element. c Atomic-resolution STEM-HAADF image illustrating the atomic structures of the DINL and grain interior, the corresponding FFT images (insets in c) showing the disordered structure of the DINL and ordered structure of grain interior.
a 三维原子探针图谱显示晶界附近各元素分布。元素 Co 和 B 在 DINL 区域共偏聚,而 Ni、Si、Ti 和 Al 相应贫化。b 一维成分分布图揭示晶粒内部与 DINL 区域的元素分布,误差棒代表各元素原子分数的标准偏差。c 原子级分辨率 STEM-HAADF 图像展示 DINL 与晶粒内部的原子结构,对应 FFT 图像(c 中插图)显示 DINL 的无序结构与晶粒内部的有序结构。
To reveal the crucial effect of the DINL in eliminating the intergranular embrittlement, geometrically-necessary dislocation (GND) distributions under different deformation strains were measured using the EBSD method. Compared with the highly ordered grains, the DINLs without anti-phase boundary (APB) barriers are more prone to dislocation multiplication and pile up. Thus, with the increase of stress and strain, apparent aggregations of GNDs were formed in the vicinity of grain boundaries (Fig. 4a–c), indicating that grain boundaries bore much higher stress than the grain interior. However, cracks were not nucleated and propagated along the grain boundaries, leading to a transgranular fracture behavior (inset in Fig. 1d). This means that the thermal-stabilized CCIMA possesses strong but ductile interfaces between the ordered grains, which is different from traditional intermetallic alloys that usually suffer from serious grain-boundary fractures39. The underlying mechanism for the ductilization by disordering is attributed to the degradation of ordering energy and enhancement of the atomic relaxation40. Dislocation slip is therefore easy to be activated in the DINL compared with the highly ordered grain interior. To support this viewpoint, the dislocation behavior near the grain-boundary region of the deformed sample with a strain of 5% was further checked using STEM. As shown in Supplementary Fig. 11, dislocations accumulated at the DINL and piled up against grain boundaries (GBs), indicating that the relatively soft DINL can sustain larger plastic strain prior to the hard L12 region, which decreased the possibility of forming cracks and finally contributed to the high ductility. The formation of this unique DINL can be attributed to the segregation of element Co (Fig. 3a), which is a strong FCC stabilizer. Extra Co atoms in the DINL tend to substitute the Ni site and degrade the ordering energy, stabilizing the disordered FCC phase40. Meanwhile, the Co segregation generates slightly covalent Ni-Co bonds and hence weakens the covalency of Ni-Al bonds41,42. Thus, the diffusion of Al via the vacancy diffusion mechanism becomes easier, which promotes the anti-site occupation behavior (A-site atoms enter into B sites) and then destroys the long-range ordering of the L12 phase41,42.
为揭示无序界面层(DINL)消除晶间脆化的关键作用,采用电子背散射衍射(EBSD)技术测量了不同变形应变下的几何必须位错(GND)分布。与高度有序晶粒相比,无反相边界(APB)障碍的无序界面层更易发生位错增殖与塞积。因此随着应力和应变的增加,晶界附近形成明显的 GND 聚集区(图 4a-c),表明晶界承受的应力远高于晶粒内部。然而裂纹并未沿晶界形核扩展,最终呈现穿晶断裂特征(图 1d 插图)。这意味着热稳定化共晶共格金属间化合物(CCIMA)在有序晶粒间形成了强韧结合的界面,与传统金属间化合物常发生的严重晶界断裂现象形成鲜明对比 39 。这种无序化增韧的深层机制归因于有序化能降低和原子弛豫增强 40 。 与高度有序的晶粒内部相比,位错滑移在 DINL 中更易于启动。为佐证该观点,采用 STEM 进一步检测了应变量 5%的变形样品在晶界附近的位错行为。如附图 11 所示,位错在 DINL 区域聚集并堆积在晶界(GBs)处,这表明相对柔软的 DINL 能在坚硬 L1 2 区域之前承受更大的塑性应变,从而降低裂纹形成概率并最终提升延展性。这种独特 DINL 结构的形成可归因于元素 Co 的偏析(图 3a),该元素是强效 FCC 稳定剂。DINL 中过量的 Co 原子倾向于取代 Ni 位点,降低有序化能,从而稳定无序 FCC 相 40 。同时,Co 偏析会形成弱共价性的 Ni-Co 键,进而削弱 Ni-Al 键的共价性 41,42 。 因此,铝通过空位扩散机制迁移变得更加容易,这促进了反位占据行为(A 位原子进入 B 位),进而破坏了 L1 2 相 41,42 的长程有序性。
图 4:CCIMA 在不同拉伸应变下的变形机制。

a–c GND distribution maps revealing the varied stress concentrations near the grain boundaries with the increase of deformation strains from 5% to 35%, the white line representing grain boundary, while the color bar representing GND density. d–f TEM bright field images taken along the (200) two-beam condition showing the morphologies of deformation substructures of the CCIMA at different strains. g, i High-resolution TEM and corresponding FFT images (insets) revealing the changes in the types of deformation substructures from APB-coupled superlattice dislocations (5%) to intersected SFs (35%). h Atomic-resolution STEM-HAADF image illustrating the existence of SISF at a strain of 15%.
a-c 图展示几何必需位错(GND)分布图,揭示随着变形应变从 5%增至 35%,晶界附近应力集中区域的变化,白线代表晶界,色标表示 GND 密度。d-f 图呈现(200)双光束条件下拍摄的 TEM 明场像,显示 CCIMA 在不同应变下的变形亚结构形貌。g,i 图的高分辨 TEM 及对应 FFT 图像(插图中)揭示了变形亚结构类型从反相边界耦合超点阵位错(5%)向交叉堆垛层错(35%)的转变。h 图的原子级分辨率 STEM-HAADF 图像展示了 15%应变时存在的超点阵内禀层错(SISF)。
Besides the DINL, the segregation of B atoms in the grain boundary is also an essential factor for toughening the CCIMA. It is reported that element B is less electronegative compared to base alloy43. Thus, B atoms prefer to share electrons with the metal atoms (i.e., formation of homopolar bonds) rather than capture electrons from them, which enhances the bonding between atoms43. Thus, the segregation of B atoms can improve the cohesive strength of the grain boundaries in present CCIMA and reduce the tendency of brittle intergranular fracture. Meanwhile, the enrichment of Co near the grain boundaries may further enhance the electronic interaction with B atoms, increasing the ductilization effect of B atoms43. Therefore, under high-stress concentrations, the strong grain boundaries can respond through the activation of dislocation sources in neighboring grains, which relaxes stress concentrations caused by the dislocation accumulation, leading to the slip transfer across grain boundaries and eventually spread across the grains44. In contrast, weak grain boundaries are usually accompanied by the formation and propagation of cracks to relieve stress concentration44.
除了 DINL 外,B 原子在晶界处的偏析也是增韧 CCIMA 的关键因素。据报道,元素 B 相较于基础合金具有较低的电负性 43 。因此 B 原子倾向于与金属原子共享电子(即形成同极键),而非从金属原子捕获电子,从而增强了原子间键合 43 。这种偏析能提升当前 CCIMA 中晶界的内聚强度,降低脆性晶间断裂倾向。同时晶界附近 Co 的富集可进一步增强与 B 原子的电子相互作用,提升 B 原子的增韧效应 43 。因此在高度应力集中状态下,强晶界能通过激活相邻晶粒的位错源作出响应,缓解位错堆积引发的应力集中,实现滑移跨晶界传递并最终在晶粒间扩散 44 。相比之下,弱晶界通常通过裂纹的形成与扩展来释放应力集中 44 。
Under the guarantee of strong grain boundaries, plastic deformation within the ordered grain interior was realized. The true stress-strain curve in the Supplementary Fig. 12a reveals that the true stress can be hardened from 730 to 2190 MPa after yielding, indicating a high work hardening rate (WHR), which derives from the special dislocation behaviors within the multi-element L12-type superlattice structure. The curves of WHR and work hardening exponent (WHE) as a function of true strain are plotted in Supplementary Fig. 12b, showing three distinct deformation stages. The maximum WHR and WHE are achieved in stage II, showing an anomalously high value of 5.1 GPa and 0.6, respectively. These surpass most metallic materials, including HEAs45,46, Ni-based superalloys47, and steels48,49. The high WHR and WHE indicate that the thermal-stabilized CCIMA can sustain superb work-hardening capacity and uniform plastic deformation capability even at a high engineering strain of up to 35%. The underlying reasons for the high WHR and WHE are attributed to the rapid increase in dislocation density. During the plastic deformation, the mean free path for the movement of superlattice dislocations is much smaller in ordered intermetallics than that in disordered alloys50. Therefore, the superlattice dislocations have a high probability of being blocked and stored in the ordered crystal structure dynamically and steadily. The increment of superlattice dislocation density of present CCIMA under different deformation strains can be calculated using the modified Williamson-Hall method (Supplementary Note 3). As presented in Supplementary Fig. 12c, the XRD peaks show obvious broadening with the increase of deformation strains from 5% to 35%, indicating a rapid increase in dislocation density from 0.16 to 5.34 × 1015 m−2 (Supplementary Fig. 12d). Consequently, the rapid accumulation of dislocation density plays a substantial role in maintaining effective work hardening, contributing to the achievement of high uniform elongation.
在强晶界的保障下,有序晶粒内部的塑性变形得以实现。附图 12a 中的真应力-应变曲线显示,屈服后真应力可从 730 MPa 强化至 2190 MPa,表明该多组元 L1 2 型超晶格结构内特殊的位错行为造就了极高的加工硬化率(WHR)。附图 12b 展示了加工硬化率与加工硬化指数(WHE)随真应变变化的曲线,呈现出三个明显的变形阶段。阶段 II 中达到峰值加工硬化率与硬化指数,分别呈现 5.1 GPa 和 0.6 的超常高值。这些数值超越了大多数金属材料,包括高熵合金 45,46 、镍基高温合金 47 及各类钢材 48,49 。高加工硬化率与硬化指数表明,热稳定化 CCIMA 即便在高达 35%的工程应变下,仍能保持卓越的加工硬化能力和均匀塑性变形能力。其高加工硬化特性的根本原因在于位错密度的急剧增加。 在塑性变形过程中,有序金属间化合物中超点阵位错运动的平均自由程远小于无序合金 50 。因此,超点阵位错在有序晶体结构中具有极高的概率被动态稳定地阻碍并存储。采用修正 Williamson-Hall 方法(补充说明 3)可计算出当前 CCIMA 在不同变形应变下的超点阵位错密度增量。如补充图 12c 所示,当变形应变从 5%增至 35%时,XRD 衍射峰呈现明显展宽现象,表明位错密度从 0.16×10 15 m −2 迅速提升至 5.34×10 15 m −2 (补充图 12d)。这种位错密度的快速积累对维持有效加工硬化具有重要作用,进而促成高均匀延伸率的实现。
To further uncover the intrinsic origins of the ultrahigh WHR, detailed deformation mechanisms under different deformation stages were studied using TEM coupled with density functional theory (DFT) simulations. At a strain of 5%, the superlattice dislocations are distributed uniformly along the {111} close-packed planes and exhibit slight entanglement (Fig. 4d). The weak beam dark field image under the g-3g condition further confirms that each superlattice dislocation was split into two pairs (Supplementary Fig. 13a). During the slide of superlattice dislocation, the leading superlattice dislocation destroyed the ordered arrangement of atoms on the slip plane, while the slip of following trailing superlattice dislocation restored its ordering. Thus, a disordered region was generated between the superlattice dislocation pairs, leading to the formation of antiphase domain (APD), as proven by the high-resolution TEM and corresponding FFT images (Fig. 4g). During deformation, the APB-coupled superlattice dislocations occurred a cubic cross slip from the primary pyramidal (111) plane to the non-slide cubic (100) plane and were locked on it (Supplementary Fig. 13). This configuration, also called the Kear-Wilsdorf (K-W) lock, is effectively sessile and poses a strong pinning effect on the further movement of dislocations, leading to an anomalously high WHR51. Besides the superlattice dislocation behavior in the grain interior, the GNDs accumulated near the grain boundary also contributed to the work hardening capability. As shown in Supplementary Fig. 11, dislocations accumulated at the DINL and piled up against GBs, indicating that the relatively soft DINL can sustain larger plastic strain prior to the hard L12 region. To coordinate this deformation inhomogeneity, GNDs usually generated in the soft DINL and piled up against GBs, which can act as obstacles to the dislocation motion and lead to generation of back stress, eventually contributing to the work hardening of the CCIMA52,53,54.
为深入揭示超高加工硬化率的内在成因,我们结合透射电子显微镜与密度泛函理论模拟研究了不同变形阶段的详细机制。在 5%应变条件下,超晶格位错沿{111}密排面均匀分布并呈现轻微缠结现象(图 4d)。g-3g 条件下的弱束暗场像进一步证实每个超晶格位错分裂为两对(补充图 13a)。在超晶格位错滑移过程中,前导位错破坏了滑移面上原子的有序排列,而后续拖曳位错的滑移则恢复了其有序性。由此在位错对之间形成无序区域,导致反相畴域(APD)的产生——高分辨透射电镜及相应快速傅里叶变换图像证实了这一点(图 4g)。变形期间,反相畴界耦合的超晶格位错从原始金字塔型(111)面发生三次交滑移至非滑移立方(100)面,并在此平面被钉扎(补充图 13)。 这种结构也被称为科尔-威尔兹多夫(K-W)锁,实质上处于不可动状态,对位错的进一步运动产生强烈钉扎效应,从而形成异常高的加工硬化率 51 。除了晶粒内部的超点阵位错行为外,晶界附近积累的几何必需位错(GNDs)也对加工硬化能力有所贡献。如补充图 11 所示,位错在变形诱发纳米层(DINL)处聚集并在晶界(GBs)堆积,表明相对柔软的 DINL 区域在进入硬质 L1₂ 2 相区前可承受更大的塑性应变。为协调这种变形不均匀性,GNDs 通常在软质 DINL 中产生并在晶界处堆积,这些堆积位错会成为位错运动的障碍并产生背应力,最终促进连续复合有序金属间合金(CCIMA) 52,53,54 的加工硬化。
With the increase of deformation strain to 15%, the interactions between superlattice dislocations became more prominent, leading to apparent entanglements of superlattice dislocations and giving rise to extra contribution to work hardening (Fig. 4e). Once the applied stress exceeded the critical resolved shear stress for activating the superlattice stacking fault (SSF), SSF shearing will occur in this condition. Meanwhile, the atomic-resolution STEM-HAADF image in Fig. 4h confirms the stacking sequence of ABCBCABC, proving the formation of SISF. Subsequently, in stage III, the plastic deformation was dominated by high-density SISF networks, as revealed by the TEM image (Fig. 4f) and the elongated diffraction spots (inset of Fig. 4f). High-resolution TEM image also proves that these stacking faults were intersected with each other to form the Lomer-Cottrell (L-C) locks (Fig. 4i). Both the K-W locks and L-C locks effectively impeded the movement of dislocations, contributing to the pronounced work hardening response.
当变形应变增至 15%时,超晶格位错间的相互作用更为显著,导致明显的位错缠结现象,从而对加工硬化产生额外贡献(图 4e)。一旦外加应力超过激活超晶格堆垛层错(SSF)的临界分切应力,SSF 剪切现象便会在该条件下发生。与此同时,图 4h 的原子分辨率 STEM-HAADF 图像证实了 ABCBCABC 的堆垛顺序,证明了本征层错(SISF)的形成。随后在第三阶段,如透射电镜图像(图 4f)及拉长衍射斑点(图 4f 插图)所示,塑性变形由高密度 SISF 网络主导。高分辨透射电镜图像进一步证实这些层错相互交叉形成洛默-科垂尔(L-C)锁(图 4i)。无论是基夫-威尔斯(K-W)锁还是 L-C 锁,都有效阻碍了位错运动,从而产生显著的加工硬化响应。
The above-mentioned deformation modes are mainly related to the planar fault energies of APB and SISF on the {111} slip planes. The APB-type dissociation behavior will be favored if the following inequation is satisfied55:
上述变形模式主要与{111}滑移面上的反相边界(APB)和超点阵内禀层错(SISF)的层错能相关。若满足以下不等式条件 55 ,反相边界型解离行为将占主导:
where and are the fault energies of APB and SISF on the (111) plane, respectively, and the terms of a and C44 are the lattice constant and elastic constant of the CCIMA. Based on the DFT calculations, the values of , , and C44 are calculated to be 301 mJ/m2, 200 mJ/m2, and 130.0 GPa, respectively (Supplementary Fig. 14a and b). The DFT calculation method was provided in Supplementary Note 4. Drawing from inequation (1) and the derived parameters, the CCIMA meets the energy threshold for APB-type dissociation (Supplementary Fig. 14c). The data of Ni3Al, Co3(Ti,W), Co3(Ti,Ta) Co3Ti, are from the reference56, the data of Co3(Al,W), and Ir3Nb are from the reference57, while the data of Fe3Ge is from the reference58. This suggests that the plastic deformation of the CCIMA is predominantly governed by the shearing through APB-coupled dislocations, which is consistent with the experimental results of Fig. 4d. With the increase of deformation strain, the main deformation mechanism gradually changes from APB to SISF dissociation, due to the rapid increase in flow stress.
其中 和 分别表示(111)晶面上的反相畴界能(APB)和超点阵内禀层错能(SISF),a 和 C 44 分别为 CCIMA 合金的晶格常数与弹性常数。基于密度泛函理论(DFT)计算,得出 、 和 C 44 的数值分别为 301 mJ/m² 2 、200 mJ/m² 2 与 130.0 GPa(补充图 14a-b),DFT 计算方法详见补充说明 4。根据不等式(1)及推导参数,CCIMA 满足反相畴界解离的能量阈值(补充图 14c)。Ni 3 Al、Co 3 (Ti,W)、Co 3 (Ti,Ta)及 Co 3 Ti 数据引自文献 56 ;Co 3 (Al,W)和 Ir 3 Nb 数据引自文献 57 ;Fe 3 Ge 数据引自文献 58 。这表明 CCIMA 的塑性变形主要由反相畴界耦合位错的切变过程主导,这与图 4d 的实验结果一致。随着变形应变的增加,由于流动应力的快速上升,主要变形机制逐渐从反相畴界解离转变为超点阵内禀层错解离。
In summary, we successfully developed a CCIMA via the LPBF additive manufacturing. Unlike the conventional intermetallic alloys with poor printability, the present CCIMA is highly printable and can be well manufactured by the LPBF method. Only by the simple thermal treatment, we achieved microstructures consisting of L12-type ordered grains whose boundaries are decorated with disordered nanoscale FCC interfaces co-segregated with elements B and Co. Benefiting from such a special design, a high tensile strength accompanied by large ductility and superb work-hardening capability can be achieved simultaneously, which are unmatched by conventional additive manufactured alloys hitherto reported. It is expected that mechanistic insights taken into the ductilization and strengthening behavior could also be applied to solve the poor fabricability and brittleness of other metallic materials. A broad range of advanced industries would also substantially benefit from such a special design.
总之,我们通过激光粉末床熔融(LPBF)增材制造技术成功开发出 CCIMA 材料。与可打印性差的传统金属间化合物合金不同,该 CCIMA 材料具备优异打印性,可通过 LPBF 工艺实现高质量制造。仅通过简单热处理,我们就获得了由 L1 2 型有序晶粒组成的微观结构——其晶界处装饰着与硼钴元素共同偏析的无序纳米级面心立方界面。得益于这种特殊设计,材料同时实现了高抗拉强度、大延展性和优异的加工硬化能力,其综合性能远超迄今报道的传统增材制造合金。该延展强化机制的研究思路也有望应用于解决其他金属材料的难加工性和脆性问题,众多先进工业领域都将从这种特殊设计中获益匪浅。
Methods 方法
Materials
Pre-alloyed CCIMA powder with a composition of Ni58.48Co18.9Si11.6Ti6.6Al4.4B0.02 (at. %) was fabricated using the electrode induction melting gas atomization (EIGA). The powder composition is measured by the inductively coupled plasma-optical emission spectrometry (ICP-OES). Most of the powder particles exhibit a nearly spherical shape (Supplementary Fig. 15a). The particle size was determined by the Mastersizer 3000 laser particle size analyzer, which ranged from 24.2 to 58.2 μm with a mean diameter D50 = 37.6 μm (Supplementary Fig. 15b).
采用电极感应熔炼气体雾化法(EIGA)制备了成分为 Ni 58.48 Co 18.9 Si 11.6 Ti 6.6 Al 4.4 B 0.02 (原子百分比)的预合金化 CCIMA 粉末。粉末成分通过电感耦合等离子体发射光谱仪(ICP-OES)测定。大部分粉末颗粒呈接近球形(补充图 15a)。使用 Mastersizer 3000 激光粒度分析仪测得粒径范围为 24.2 至 58.2 μm,平均粒径 D50=37.6 μm(补充图 15b)。
Materials fabrication 材料制备
The CCIMA samples were manufactured using a commercial SLM®125HL LPBF machine equipped with an IPG fiber laser with a maximum power of 400 W and a laser beam diameter of 64 μm. The LPBF process was conducted in an argon-protective atmosphere with an oxygen content below 400 ppm. The 316 L stainless steel used as the printing substrate was heated up to 200 °C to reduce the residual stress during printing. To investigate the effects of scanning speed on the forming ability of the as-printed CCIMA, the scanning speeds varied from 500 to 1000 mm/s with a permanent increasement of 100 mm/s. The layer thickness of 0.03 mm, hatch distance of 0.12 mm, and a laser-beam rotation of 67° for the consecutive layers were fixed for all the samples. The tensile samples were directly printed using the optimized laser power of 200 W, and scanning speed of 900 mm/s. Flat dog-bone-shaped tensile samples with a gauge length of 12.5 mm and a cross-section dimension of ~3.2 × 3 mm2 were directly fabricated by the LPBF. The as-printed samples were cut off from the 316 L stainless steel substrate using the wire electrical discharge machining. Thermal stabilization treatment was conducted at 1000 °C for 2 h followed by air cooling to eliminate the non-equilibrium brittle phase and residual stress.
CCIMA 样品采用商用 SLM®125HL 激光粉末床熔融(LPBF)设备制造,该设备配备最大功率 400W 的 IPG 光纤激光器,激光束直径为 64μm。LPBF 工艺在氧含量低于 400ppm 的氩气保护气氛中进行。作为打印基板的 316L 不锈钢被加热至 200°C 以减少打印过程中的残余应力。为研究扫描速度对打印态 CCIMA 成形能力的影响,扫描速度以 100mm/s 为固定增量从 500 至 1000mm/s 变化。所有样品均固定采用 0.03mm 层厚、0.12mm 扫描间距及相邻层间 67°的激光束旋转角度。拉伸试样采用优化的 200W 激光功率和 900mm/s 扫描速度直接打印。通过 LPBF 直接制备了标距长度 12.5mm、横截面尺寸约 3.2×3 mm 2 的平板狗骨状拉伸试样。打印态样品使用电火花线切割从 316L 不锈钢基板上分离。 在 1000 °C 下进行 2 小时热稳定化处理,随后空冷以消除非平衡脆性相和残余应力。
Characterization 表征
The internal defects of the as-printed CCIMA fabricated under different LPBF parameters were first observed using the optical microscopy for preliminary process optimization. The micro-CT experiment was further conducted to determine the porosity of the as-printed CCIMA using the Diondo D2 machine with the W radiation at 30 μA and 210 kV. The sample used for the micro-CT test with a dimension of 3.0 × 2.0 × 1.5 mm3 was rotated from 0° to 360° with a step size of 0.2°. A flat silicon detector was used to collect the 2D projection images with a scan resolution of 2 μm.
首先使用光学显微镜观察不同 LPBF 参数下制备的直接打印态 CCIMA 内部缺陷,用于初步工艺优化。进一步采用 Diondo D2 微焦 CT 系统进行微计算机断层扫描实验(钨靶辐射源,30 μA,210 kV),测定打印态 CCIMA 的孔隙率。尺寸为 3.0×2.0×1.5 mm 3 的测试样品以 0.2°步长从 0°旋转至 360°,采用平板硅探测器采集扫描分辨率为 2 μm 的二维投影图像。
The phase constitutions, contents, and dislocation densities under different deformation strains were studied using XRD with Cu Kα radiation (Rigaku SmartLab) operated at 45 kV and 200 mA, step size of 0.02°, scanning speed of 1 °/min. The phase constitutions and contents of the pre-alloyed powder, as-printed, and thermal-stabilized CCIMA were first determined based on the whole pattern fitting method. The dislocation densities multiplication of the thermal-stabilized CCIMA under different deformation strains were calculated based on the modified Williamson-Hall method59. Detailed calculations for the dislocation density were provided in Supplementary Note 3. Samples used for the XRD test were first mechanically polished followed by electrolytic polishing in a mixed solution of HNO3:C2H6O = 1:4 for 20 s with a direct voltage of 20 V at −40 °C.
使用配备 Cu Kα辐射源的 X 射线衍射仪(理学 SmartLab)研究了不同变形应变下的相组成、含量及位错密度,工作参数为 45 kV 和 200 mA,步长 0.02°,扫描速度 1°/min。首先基于全谱拟合方法确定了预合金粉末、打印态及热稳定化 CCIMA 的相组成与含量。通过修正的 Williamson-Hall 方法计算了热稳定化 CCIMA 在不同变形应变下的位错密度增量 59 。位错密度详细计算过程见补充说明 3。XRD 测试样品经机械抛光后,在-40°C 条件下采用 HNO₃:C₂H₅OH=1:4 的混合溶液进行电解抛光 20 秒,直流电压 20V。
The microstructure of the as-printed sample was characterized by SEM (FEI, Scios, 20 kV, 3 nA) in the BSE mode. EBSD maps were acquired using an EDAX Velocity camera equipped on a FEI Scios microscope at an accelerating voltage of 20 kV and current of 13 nA. The EBSD-IPF mapping is obtained by testing the plane perpendicular to the building direction. Samples for the SEM and EBSD experiments were first mechanically polished with diamond suspension, and then polished with the SiO2 suspension by the VibroMet®2 Vibratory Polisher to provide a stress-free surface. Microstructural features, phase compositions, crystal structures, and deformation substructure were characterized using TEM (JEOL 2100 F and Talos F200) coupled with EDS and SAED. AC-STEM (FEI Titan Themis G2, operated at 300 kV) was further adopted to determine the atomic occupancy of the L12 matrix, and the structural feature near the grain boundary in an atomic scale. The samples for TEM tests were first mechanically polished to around 30 μm using SiC grinding paper, and then punched into 3-mm-diameter discs. A precision ion polishing system (PIPS II, Model 695, Gatan) was further applied to mill these discs to a thickness of electron transparency.
打印后样品的显微结构通过 SEM(FEI, Scios, 20 kV, 3 nA)在 BSE 模式下进行表征。EBSD 图是使用安装在 FEI Scios 显微镜上的 EDAX Velocity 相机在加速电压 20 kV 和电流 13 nA 下获取的。EBSD-IPF 映射是通过测试垂直于构建方向的平面获得的。用于 SEM 和 EBSD 实验的样品首先使用金刚石悬浮液进行机械抛光,然后使用 VibroMet®2 振动抛光机用 SiO 2 悬浮液抛光,以提供无应力表面。显微结构特征、相组成、晶体结构和变形亚结构使用 TEM(JEOL 2100 F 和 Talos F200)结合 EDS 和 SAED 进行表征。进一步采用 AC-STEM(FEI Titan Themis G2, 在 300 kV 下操作)来确定 L1 2 基体的原子占据情况,以及在原子尺度上晶界附近的结构特征。用于 TEM 测试的样品首先使用 SiC 砂纸机械抛光至约 30 μm,然后冲压成 3-mm-diameter discs。 采用精密离子抛光系统(PIPS II,Model 695,Gatan)将圆片进一步减薄至电子透明厚度。
Three-dimensional elemental distribution at the atomic scale was revealed using a local electrode APT (CAMECA LEAP 5000 XR). Needle-shaped samples were annularly milled in a focused ion beam/scanning electron microscope (FIB/SEM, FEI Scios). The 3D-APT experiment was conducted in a voltage mode at 70 K, at a pulse fraction of 20%, a pulse repetition rate of 200 kHz, and an evaporation detection rate of 0.2% atom per pulse. Corresponding data were analyzed using AP Suite 6.1 workstations for creating the 3D reconstructions.
利用局部电极原子探针(APT)(CAMECA LEAP 5000 XR)揭示了原子尺度的三维元素分布。针状样品在聚焦离子束/扫描电子显微镜(FIB/SEM,FEI Scios)中进行环形铣削。三维 APT 实验在 70 开尔文温度下以电压模式进行,脉冲分数为 20%,脉冲重复频率 200 千赫兹,单脉冲原子蒸发探测率为 0.2%。使用 APT Suite 6.1 工作站分析相应数据以完成三维重构。
Tensile tests were performed on a Material Testing System (MTS) machine at room temperature with a constant strain rate of 1 × 10−3 s−1. Before tensile tests, the samples were ground to 3000-grit finish using SiC grinding paper. The tensile strain was measured by a clip-on axial extensometer. At least four specimens were tested perpendicular to the building direction to guarantee the data reproducibility. After the tensile test, the fracture surface was observed using SEM in the secondary electron mode (10 kV, 0.4 nA). To reveal the underlying deformation mechanisms, samples deformed at different strains were characterized in detail by collaboratively using XRD, EBSD, and TEM.
在室温下使用材料测试系统(MTS)以恒定应变速率 1×10 −3 s −1 进行拉伸测试。试样经碳化硅砂纸打磨至 3000 号光洁度后,采用夹持式轴向引伸计测量拉伸应变。垂直于构建方向测试至少四个试样以确保数据可重复性。拉伸试验后利用扫描电镜在二次电子模式(10kV,0.4nA)下观察断口形貌。为揭示潜在变形机制,通过协同运用 X 射线衍射(XRD)、电子背散射衍射(EBSD)和透射电镜(TEM)对不同应变下的变形试样进行详细表征。
Data availability 数据可用性声明
All the data supporting the results and findings of this study are provided in the paper and the Supplementary Materials. Source data are provided with this paper60. Source data are provided with this paper.
本研究所有支撑结果的数据均已在论文及补充材料中提供。源数据随本文提供 60 。源数据随本文提供。
References 参考文献
Liu, C., Stringer, J., Mundy, J., Horton, L. & Angelini, P. Ordered intermetallic alloys: An assessment. Intermetallics 5, 579–596 (1997).
Liu, C., Stringer, J., Mundy, J., Horton, L. & Angelini, P. 有序金属间化合物合金评估.《金属间化合物》5, 579–596 (1997).Jozwik, P., Polkowski, W. & Bojar, Z. Applications of Ni3Al based intermetallic alloys—current stage and potential perceptivities. Materials 8, 2537–2568 (2015).
Jozwik, P., Polkowski, W. & Bojar, Z. Ni 3 Al 基金属间化合物的应用现状与潜在前景。《材料》8, 2537–2568 (2015).Pope, D. High temperature ordered intermetallic alloys. MRS Online Proc. Libr. 81, 3–11 (1986).
Pope, D. 高温有序金属间合金。MRS 在线会议录库 81, 3–11 (1986).Stoloff, N. Physical and mechanical metallurgy of Ni3Al and its alloys. Int. Mater. Rev. 34, 153–184 (1989).
Stoloff, N. Ni 3 Al 及其合金的物理与机械冶金学。《国际材料评论》34, 153–184 (1989).Russell, A. M. Ductility in intermetallic compounds. Adv. Eng. Mater. 5, 629–639 (2003).
Russell, A. M. 金属间化合物的延展性。《先进工程材料》5, 629–639 (2003).Sun, J., Pei, Y., Li, S., Zhang, H. & Gong, S. Improvement in ductility of high strength polycrystalline Ni-rich Ni3Al alloy produced by EB-PVD. J. Alloy. Compd. 614, 196–202 (2014).
Sun, J., Pei, Y., Li, S., Zhang, H. 和 Gong, S. 电子束物理气相沉积制备高强度多晶富镍 Ni₃Al 合金塑性的改善。《合金与化合物杂志》614, 196–202 (2014).Song, T. et al. Strong and ductile titanium–oxygen–iron alloys by additive manufacturing. Nature 618, 63–68 (2023).
宋天等. 通过增材制造技术制备的强韧钛-氧-铁合金. Nature 618, 63–68 (2023).Smith, T. M. et al. A 3D printable alloy designed for extreme environments. Nature 617, 513–518 (2023).
史密斯等. 面向极端环境设计的可 3D 打印合金. Nature 617, 513–518 (2023).Liu, M. et al. Laser powder bed fusion of a Ni3Al-based intermetallic alloy with tailored microstructure and superior mechanical performance. Adv. Powder Mater. 3, 100152 (2024).
Chai, H. et al. Microstructure and cracking behavior of Ni3Al-based IC21 alloy fabricated by selective laser melting. Mater. Charact. 196, 112592 (2023).
Khomutov, M. et al. Effect of hot isostatic pressing on structure and properties of intermetallic NiAl–Cr–Mo alloy produced by selective laser melting. Intermetallics 120, 106766 (2020).
Shi, X. et al. The crack and pore formation mechanism of Ti–47Al–2Cr–2Nb alloy fabricated by selective laser melting. Int. J. Refract. Met. Hard Mater. 91, 105247 (2020).
Zhang, M. et al. Microstructure and mechanical properties of twin wire and arc additive manufactured Ni3Al-based alloy. J. Mater. Process. Technol. 303, 117529 (2022).
Yao, Y., Xing, C., Peng, H., Guo, H. & Chen, B. Solidification microstructure and tensile deformation mechanisms of selective electron beam melted Ni3Al-based alloy at room and elevated temperatures. Mater. Sci. Eng., A 802, 140629 (2021).
Shen, C., Pan, Z., Ma, Y., Cuiuri, D. & Li, H. Fabrication of iron-rich Fe–Al intermetallics using the wire-arc additive manufacturing process. Addit. Manuf. 7, 20–26 (2015).
Qua, H., Li, P., Zhang, S., Li, A. & Wang, H. The effects of heat treatment on the microstructure and mechanical property of laser melting deposition γ-TiAl intermetallic alloys. Mater. Des. 31, 2201–2210 (2010).
Wang, L. et al. Fabrication of γ-TiAl intermetallic alloy using the twin-wire plasma arc additive manufacturing process: Microstructure evolution and mechanical properties. Mater. Sci. Eng., A 812, 141056 (2021).
Yue, H. et al. Effect of heat treatment on the microstructure and anisotropy of tensile properties of TiAl alloy produced via selective electron beam melting. Mater. Sci. Eng., A 803, 140473 (2021).
Zhou, Y. et al. Effect of heat treatments on the microstructure and mechanical properties of Ti2AlNb intermetallic fabricated by selective laser melting. Mater. Sci. Eng., A 817, 141352 (2021).
Zhang, Z., Zhou, Y., Zhou, S., Zhang, L. & Yan, M. Mechanically blended Al: simple but effective approach to improving mechanical property and thermal stability of selective laser-melted Inconel 718. Metall. Mater. Trans. A 50, 3922–3936 (2019).
Wang, H. et al. Selective laser melting of the hard-to-weld IN738LC superalloy: Efforts to mitigate defects and the resultant microstructural and mechanical properties. J. Alloy. Compd. 807, 151662 (2019).
Wang, X., Carter, L. N., Pang, B., Attallah, M. M. & Loretto, M. H. Microstructure and yield strength of SLM-fabricated CM247LC Ni-Superalloy. Acta Mater. 128, 87–95 (2017).
Kürnsteiner, P. et al. High-strength Damascus steel by additive manufacturing. Nature 582, 515–519 (2020).
Zhang, D. et al. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 576, 91–95 (2019).
Zhu, Y. et al. Ultrastrong nanotwinned titanium alloys through additive manufacturing. Nat. Mater. 21, 1258–1262 (2022).
Zhang, T. et al. In situ design of advanced titanium alloy with concentration modulations by additive manufacturing. Science 374, 478–482 (2021).
Lin, D. et al. Effects of annealing on the structure and mechanical properties of FeCoCrNi high-entropy alloy fabricated via selective laser melting. Addit. Manuf. 32, 101058 (2020).
Brif, Y., Thomas, M. & Todd, I. The use of high-entropy alloys in additive manufacturing. Scr. Mater. 99, 93–96 (2015).
Nguyen, T., Huang, M., Li, H., Tran, V. & Yang, S. Microstructure and tensile properties of duplex phase Al0.25FeMnNiCrCu0.5 high entropy alloy fabricated by laser melting deposition. J. Alloy. Compd. 871, 159521 (2021).
Ren, J. et al. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature 608, 62–68 (2022).
Yao, N. et al. Ultrastrong and ductile additively manufactured precipitation-hardening medium-entropy alloy at ambient and cryogenic temperatures. Acta Mater. 236, 118142 (2022).
Lin, W.-C. et al. Microstructure and tensile property of a precipitation strengthened high entropy alloy processed by selective laser melting and post heat treatment. Addit. Manuf. 36, 101601 (2020).
Chen, P., Yang, C., Li, S., Attallah, M. M. & Yan, M. In-situ alloyed, oxide-dispersion-strengthened CoCrFeMnNi high entropy alloy fabricated via laser powder bed fusion. Mater. Des. 194, 108966 (2020).
Zhou, R., Liu, Y., Liu, B., Li, J. & Fang, Q. Precipitation behavior of selective laser melted FeCoCrNiC0.05 high entropy alloy. Intermetallics 106, 20–25 (2019).
Li, B. et al. Selective laser melting of CoCrFeNiMn high entropy alloy powder modified with nano-TiN particles for additive manufacturing and strength enhancement: Process, particle behavior and effects. Powder Technol. 360, 509–521 (2020).
Knowles, D., Thomas, C., Keen, D. & Chen, Q. In service embrittlement of cast 20Cr32Ni1Nb components used in steam reformer applications. Int. J. Press. Vessels Pip. 81, 499–506 (2004).
Baker, I. & Munroe, P. Improving intermetallic ductility and toughness. JOM 40, 28–31 (1988).
Chookajorn, T., Murdoch, H. A. & Schuh, C. A. Design of stable nanocrystalline alloys. Science 337, 951–954 (2012).
Takasugi, T., George, E., Pope, D. & Izumi, O. Intergranular fracture and grain boundary chemistry of Ni3Al and Ni3Si. Scr. Metall. 19, 551–556 (1985).
Chiba, A., Hanada, S. & Watanabe, S. Correlation between ductility and ordering energy of Ni3Al. Mater. Trans., JIM 31, 824–827 (1990).
Gazda, A., Rothova, V. & Cermak, J. Interdiffusion in pseudobinary sections of Ni3Al–Co ternary system. Intermetallics 10, 859–864 (2002).
Zhao, S. & Osetsky, Y. Structural and chemical disorder enhance point defect diffusion and atomic transport in Ni3Al-based γ′ phase. Acta Mater. 207, 116704 (2021).
Liu, C. T., White, C. & Horton, J. Effect of boron on grain-boundaries in Ni3Al. Acta Metall. 33, 213–229 (1985).
Lee, T., Robertson, I. & Birnbaum, H. Interaction of dislocations with grain boundaries in Ni3Al. Acta Metall. Mater. 40, 2569–2579 (1992).
Yang, T. et al. Multicomponent intermetallic nanoparticles and superb mechanical behaviors of complex alloys. Science 362, 933–937 (2018).
Zhang, M. et al. Tensile strength prediction of dual-phase Al0.6CoCrFeNi high-entropy alloys. Int. J. Miner., Metall. Mater. 27, 1341–1346 (2020).
Lin, Y., Yang, H. & Li, L. Effects of solutionizing cooling processing on γ″(Ni3Nb) phase and work hardening characteristics of a Ni-Fe-Cr-base superalloy. Vacuum 144, 86–93 (2017).
Hao, D. et al. Formability of TRIP/TWIP steel containing manganese of 18.8%. J. Iron Steel Res., Int. 18, 36–40 (2011).
Qian, L. et al. Enhancing both strength and ductility of low-alloy transformation-induced plasticity steel via hierarchical lamellar structure. Scr. Mater. 183, 96–101 (2020).
Viguier, B. Dislocation densities and strain hardening rate in some intermetallic compounds. Mater. Sci. Eng., A 349, 132–135 (2003).
Osmundsen, R. & Baker, I. The annihilation of antiphase boundary tubes and their effect on strengthening in Ni3Al. Acta Mater. 237, 118185 (2022).
Li, X., Lu, L., Li, J., Zhang, X. & Gao, H. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 5, 706–723 (2020).
Li, J., Zhang, Q., Huang, R., Li, X. & Gao, H. Towards understanding the structure–property relationships of heterogeneous-structured materials. Scr. Mater. 186, 304–311 (2020).
Jiang, J., Chen, Z., Ma, H., Xing, H. & Li, X. Strength-ductility synergy in heterogeneous-structured metals and alloys. Matter 5, 2430–2433 (2022).
Paidar, V., Pope, D. & Yamaguchi, M. Structural stability and deformation behavior of L12 ordered alloys. Scr. Metall. 15, 1029–1031 (1981).
Gong, X. et al. Alloying effects on site preference, mechanical properties, and deformation behavior of L12 Co–Ti-based alloys. J. Mater. Res. Technol. 24, 1429–1441 (2023).
Okamoto, N. L., Takemoto, S., Chen, Z. M., Yamaguchi, M. & Inui, H. FCC metal-like deformation behaviour of Ir3Nb with the L12 structure. Int. J. Plasticity 97, 145–158 (2017).
Vamsi, K. & Karthikeyan, S. Deformation modes and yield strength anomaly in L12 compounds. J. Alloy. Compd. 860, 158411 (2021).
Ungár, T., Ott, S., Sanders, P., Borbély, A. & Weertman, J. Dislocations, grain size and planar faults in nanostructured copper determined by high resolution X-ray diffraction and a new procedure of peak profile analysis. Acta Mater. 46, 3693–3699 (1998).
Zhou, Y. et al. Highly printable, strong, and ductile ordered intermetallic alloy Figshare https://doi.org/10.6084/m9.figshare.27988349 (2025).
Acknowledgements 致谢
T. Y. acknowledges the financial supports from the National Natural Science Foundation of China [Grant No. 52222112, 52101151], the Hong Kong Research Grant Council (RGC) [Grant No. 11208823]. Y.L.Z. acknowledges the financial supports from the National Natural Science Foundation of China [Grant No. 52101135], and Shenzhen Science and Technology Program [Grant No. JCYJ20220531095217039]. X.D.H. acknowledges the financial support from National Key R&D Program of China [Grant No. 2021YFA1200201]. M.Y. acknowledges the financial support from the Open Research Fund of Songshan Lake Materials Laboratory [Grant No.2021SLABFN18], and Shenzhen Science and Commission [Grant No. JCYJ2022081800612027]. The authors acknowledge the assistance of SUSTech Core Research Facilities. Atom probe tomography research was conducted at the Inter-University 3D Atom Probe Tomography Unit of City University of Hong Kong, which is supported by the CityU grant 9360161.
Ethics declarations 道德声明
Competing interests 利益冲突声明
The authors declare no competing interests.
Peer review 同行评审
Peer review information 同行评审信息
Nature Communications thanks Chaoyue Chen, Aijun Huang, Xiaoyan Li, Timothy Smith and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information 补充信息
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
出版商注:施普林格·自然对出版地图中的管辖权诉求以及机构归属保持中立。
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhou, Y., Xiao, W., Wang, D. et al. Highly printable, strong, and ductile ordered intermetallic alloy. Nat Commun 16, 1036 (2025). https://doi.org/10.1038/s41467-025-56355-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-025-56355-2